-
 液压系统的优劣是哪些?
液压系统的优劣是哪些?
液压系统效率:在保证主机功能要求的前提下,应使液压系统具有效率.尽可能提高液压系统的效率,反映液压系统中功率损耗的多少,这种功率损耗如此热出模式,油温系统更高).系统导致。
发布时间:2021-11-02 15:18
-
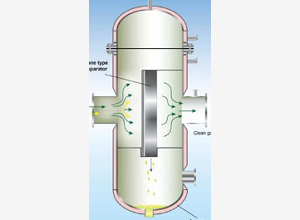
 在排气阀使用过程中损坏的原因有哪些?厂家带大家分析
在排气阀使用过程中损坏的原因有哪些?厂家带大家分析
在排气阀使用的过程中是会出现损坏的情况的,那么导致这种情况发生的原因是什么呢?下面跟着云南阀门厂家的小编一起来了解下吧。
发布时间:2021-10-27 15:53
-
 排气阀为什么发出敲击声音?阀门厂家来告诉你
排气阀为什么发出敲击声音?阀门厂家来告诉你
据小编了解,很多用户反馈排气阀在使用的过程中,总是会出现敲击声音,那么导致这种情况的原因是什么呢?和昆明阀门厂家一起来了解下吧。
发布时间:2021-10-15 14:11
-
 阀门厂家教球阀等通用阀门更换法兰垫片的方法
阀门厂家教球阀等通用阀门更换法兰垫片的方法
像闸阀、球阀、蝶阀等阀门的配件往往比阀门本身更容易损坏,如法兰垫片,那么该如何更换损坏的法兰垫片?昆明阀门厂家明确提出更换法兰垫片需要遵循以下4个基本原则,准备好材料和工具,注意操作步骤,达到2个技术要求和5个要点。
发布时间:2021-09-22 16:14
-
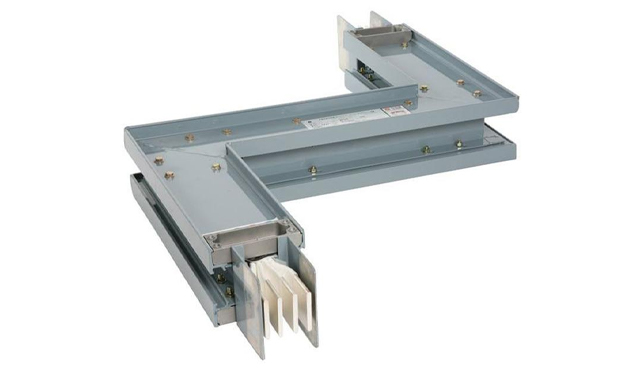
 你知道什么是母线槽的载流量吗?它受到哪些因素影响?
你知道什么是母线槽的载流量吗?它受到哪些因素影响?
母线槽载流量与截面有关,同时也受母线槽厚度的影响。昆明母线槽厂家下面就和大家讲一下母线槽载流量受到哪些因素的影响。
发布时间:2021-09-18 15:09
-
 一起来了解一下母线槽采用密集型安装线槽长度的方法有哪些
一起来了解一下母线槽采用密集型安装线槽长度的方法有哪些
母线槽采用密集型安装线槽长度的方法有哪些呢?下面让云南母线槽厂家小编来给大家说一说。
发布时间:2021-09-06 14:40
-
锌钢护栏简介
锌钢护栏 Zinc steel Fence 是指采用锌合金材料制作的用于不同部位、具备不同功能性的围护栏杆,由于其后期是用静电喷涂处理表面层,使具有高强度、高硬度、外观精美、色泽鲜艳等优点,成为住宅小区、工厂院校、道路交通等使用的主流产品。
发布时间:2021-08-23 17:56
-
 昆明阀门厂家介绍软密封蝶阀和硬密封蝶阀的区别
昆明阀门厂家介绍软密封蝶阀和硬密封蝶阀的区别
昆明阀门厂家介绍:蝶阀硬密封是指:密封副的两侧都是金属材料或其他硬质材料。这种密封的密封性能很差,但具有耐高温、耐磨和良好的力学性能。
发布时间:2021-08-21 14:03
-
 讲讲昆明母线槽的检查测量定位及拼接
讲讲昆明母线槽的检查测量定位及拼接
昆明母线槽的检查,应严格检查母线槽的质量,重点检查以下内容
发布时间:2021-08-21 14:03
-
 一起和云南阀门厂家来看看止回阀的工作特点
一起和云南阀门厂家来看看止回阀的工作特点
据云南阀门厂家介绍:止回阀的工作特点是载荷变化大,启闭频率小,一投入封闭或开启状态,合用周期便很长,且不要求运动部件运动。但一旦又“切换”要求,则必须动之灵活,这一要求和常见的机械运动相比更为苛刻。
发布时间:2021-07-21 17:09
-
 怎样延长破碎机锤头的使用寿命?云南破碎机锤头厂家有哪些使用技巧?
怎样延长破碎机锤头的使用寿命?云南破碎机锤头厂家有哪些使用技巧?
在云南破碎机锤头与物料冲击过程中,不准锤头飞离转子,或因锤头的紧固不良,引起其他的机械故障,故锤头的固定是个值得注意的问题。否则,无“寿命”可言。那么大家知道怎样延长破碎机锤头的使用寿命吗?你知道哪些技巧?
发布时间:2021-07-12 17:43
-
 怎样选择锤式破碎机锤头的材质?昆明锤式破碎机锤头的选材要注意哪些问题?
怎样选择锤式破碎机锤头的材质?昆明锤式破碎机锤头的选材要注意哪些问题?
从产值方面来说,50吨左右的锤式破碎机算是中等规格,大型颚式破碎机,其价格肯定是要更优惠一些的。但因该产值下的锤式破碎机型号并不是单一的,所以不同选型大小下的昆明锤式破碎机锤头价格肯定是不同的。那么怎样选择锤式破碎机锤头的材质呢?
发布时间:2021-07-06 09:08
-
 云南锤式破碎机锤头的使用寿命受哪些因素影响?影响锤式破碎机锤头寿命的因素有哪些?
云南锤式破碎机锤头的使用寿命受哪些因素影响?影响锤式破碎机锤头寿命的因素有哪些?
云南锤式破碎机锤头在工作期间,除受到撞击外,还受到物料的冲击,这样长期反复使用,锤头的工作面就会受到破坏,使表面形状发生变化。那么大家了解锤式破碎机锤头的使用寿命受哪些因素影响吗?主要的影响因素有哪些?
发布时间:2021-06-24 17:44
-
 云南密集型母线槽厂家给你3个选择密集型母线槽的理由
云南密集型母线槽厂家给你3个选择密集型母线槽的理由
云南密集型母线槽厂家给你3个选择密集型母线槽的理由!北京奥运会的建筑物选择了母线槽作为排线的管道,这就大大的利用了密集型母线槽的3大功效,下面具体说明他的3大理由:
发布时间:2021-06-07 17:52
-
 日照/滨州连排椅的选购工作上应遵循的原则
日照/滨州连排椅的选购工作上应遵循的原则
现在我们生活中,连排椅的应用越来越常见了,连排椅不仅在一些办公大厅,商场中也安上了连排椅。连排椅的应用为我们提供了很大的便利,那么在选择这类座椅的时候,应该注意哪些问题呢?又应该遵循哪些原则?下面大家随着小编一起来了解一下吧。
发布时间:2021-06-04 16:58
-
 云南封闭母线槽不保压的原因是什么
云南封闭母线槽不保压的原因是什么
在云南封闭母线槽的使用过程中,会发现封闭母线有时候会出现不保压的状况,在我们解决问题之前,必须要了解它的具体愿意是什么,接下来就带大家了解一下云南封闭母线槽不保压的原因是什么?
发布时间:2021-05-31 16:48
-
 选择昆明低压母线槽时应考虑哪些因素
选择昆明低压母线槽时应考虑哪些因素
昆明低压母线槽在现代工业企业和房地产企业中的应用越来越广泛。如何选择安全、节能、合适的低压母线槽已成为企业十分重视的问题。所以选择低压母线槽时应考虑哪些因素呢?接下来,昆明低压母线槽厂家会带你们所有人去了解这件事。
发布时间:2021-05-28 16:22
-
 为什么昆明锤式破碎机锤头会出现气孔?导致破碎机锤头气孔问题的原因是什么?
为什么昆明锤式破碎机锤头会出现气孔?导致破碎机锤头气孔问题的原因是什么?
昆明锤式破碎机锤头出现气孔是常见的缺陷,分散在破碎机锤头内部,蜂窝状存在的细小针孔。另一种是位于破碎机锤头内外表面大小不同的球状气泡,其特征是单独或集聚在一起孔的内壁较光滑。那么大家知道导致这种情况的原因是什么吗?为什么锤式破碎机锤头会出现气孔?
发布时间:2021-05-18 09:14
-
 装置云南封闭母线槽配线时怎样防止事故的产生
装置云南封闭母线槽配线时怎样防止事故的产生
装置云南封闭母线槽配线时怎样防止事故的产生?装置母线槽时为了防止事端的产生,应找到专业人员来进行装置。搬运的过程中要轻拿轻放,为了防止搬运中损坏内部的零件,其实在装置过程中还有很多的事项要注意,下面跟着云南封闭母线槽厂家一起了解下吧。
发布时间:2021-05-14 16:52
-
 昆明插接式母线槽安装需要注意哪些问题
昆明插接式母线槽安装需要注意哪些问题
昆明插接式母线槽在安装时需要有相关的安装设备,及其安装前的准备措施才能够很好的安装插接式母线槽,至于昆明插接式母线槽安装需要注意哪些问题?小编为您罗列如下:
发布时间:2021-05-11 10:45