上海一图汽车模具设计公司谈模具设计的原理
模具设计需要遵循什么样的原理呢?上海一图汽车模具设计公司为您介绍模具设计原理:模具在一个完整冲次内模具的行程原理。

图1

图2
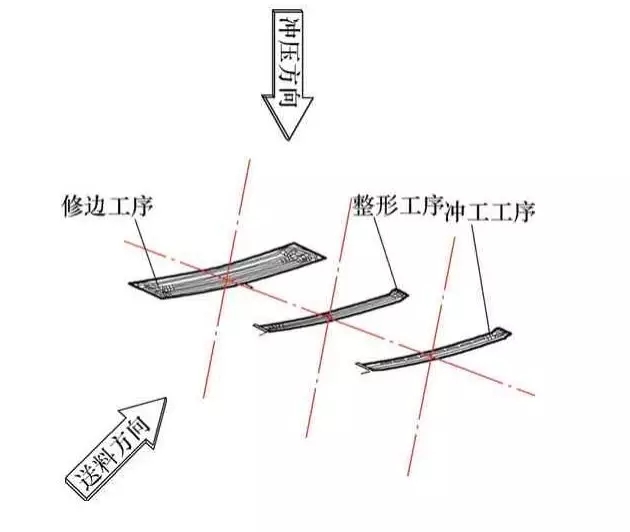
图3
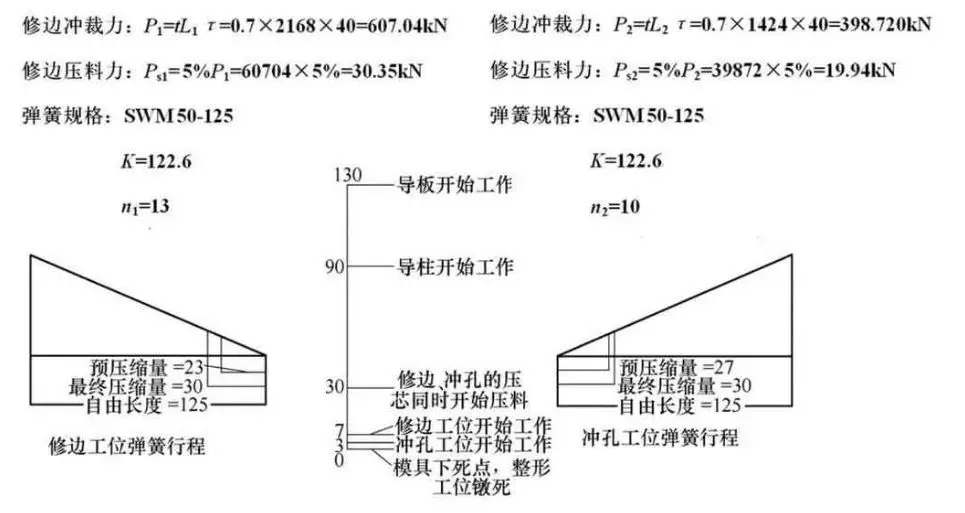
图4
下面我们来结合图3、图4及图1、图2具体结构介绍本模具的设计原理:
1、当上模从上死点向下运动时,在闭合前130mm,上下模导板最先接触导入,模具整体不受力,仅靠导板导向。
2、上模继续下行,在闭合前90mm,上下模导套开始导入,模具整体不受力,靠导板和导柱综合导向。
3、上模继续下行,在闭合前30mm,修边工位和冲孔工位的压芯同时接触下模板件,开始压料,其中修边工位13个弹簧,冲孔工位10个弹簧,型号均为SWM-50-125,这段行程内修边工位受力比冲孔工位受力大30%,模具靠导板和导柱综合导向,通过模座传力,模具导板克服这部分偏载。
4、上模继续下行,在闭合前7mm,修边工位上模刀块与板件开始接触,修边开始,闭合前3mm,冲孔工位冲头开始接触板件,冲孔开始,其中,修边工位修边线总长度为2168mm,理论压料力为30.4kN[1],冲孔工位孔边线总长度为1424mm,理论压料力为19.9kN,在修边开始的4mm内,冲孔工位没有开始工作,为减小偏载,修边工位的上下模刀口采取波浪刃口,以降低整体偏载力,在到底之前的3mm以内,修边工序完成剩余修边以及废料切断,同时冲孔工位完成冲孔,并在到底的最后行程内,整形工位完成制件的镦死。
5、在到底前的最后7mm以内,模具行程设计尽量降低工作力的不均衡,依靠模具四角的冲裁缓冲块(部件12)降低冲击力,同时依靠模具导板克服剩余的少量偏载,并依靠导柱精确导向保证冲压精度,这种冲孔排在冲裁后段的行程分布,理论上使冲裁最后的行程内偏载消除,有利于提高模具冲头寿命和使用压力机的寿命[2]。
6、在模具到底之后,一个冲次的冲压内容全部完成,接下来,随着上模的向上运动,修边工位压芯和冲孔工位压芯分别依靠各自弹簧卸料,完成卸料后,模具反向向上运动到压力机上死点停止,操作人员将工序件分别移位到下一工位之后,重复进行下一冲次操作。
以上就是上海一图汽车模具设计公司为您分享的多工位模具设计的原理,希望能够对您有所帮助,如果您需要模具设计的话请随时电话联系一图,我们期待与您的合作。