施工者必须熟知的带压焊接补漏方法
1. 铆焊法
采用手工电弧焊方法,在泄漏点周围点焊,使泄漏点周围金属加存,并逐渐向泄漏点中心集中,同时用圆顶锤锤击焊缝,利用金属的延展性使泄漏点缩小,直至消除。山西带压堵漏此方法用以消除温度及压力均不太高的点状汽、水泄漏十分有效。
2. 螺栓堵漏法

将高压螺母放置于泄漏点处,使泄漏点位于螺母中心,泄漏介质从螺母中间喷出,将螺母与管道焊接;在防 烫伤措施的保护下,将螺杆旋入螺母并拧紧,再将螺杆与螺母结合部位焊牢。必要时,需对螺母端面进行加工,使其与管道吻合良好。
3. 引流管法

采用内径合适的直管段,一端焊接高压阀门制成引流管,使阀门处于开启状态,将引流管一端放置于泄漏点处,让泄漏介质经直管段从阀门出口喷出,焊接直管段与母管结合部位,焊牢后将阀门关闭,泄漏点消除,使用过程图略。
4. 套筒堵漏法
采用直径较泄漏母管直径大50 mm的一直管段,两端加封头制成一筒体,将此筒体打孔、剖开,安装阀门,让筒体包住泄漏母管,然后进行焊接。根据所采用的形式不同,可分为纵剖套筒和横剖套筒两种。
4.1 纵剖套筒

在筒体两封头的中心部位开孔,开孔直径大于泄漏母管直径3~5 mm;将筒体沿长度方向对称剖开,在其中的一半上开孔安装阀门。山西带压堵漏公司认为补漏时,将筒体的两部分对扣在泄漏点处,阀门打开,使泄漏点处介质自阀门出口喷出,焊接筒体及筒体与母管结合部位,焊牢后关闭阀门。
4.2 横剖套筒
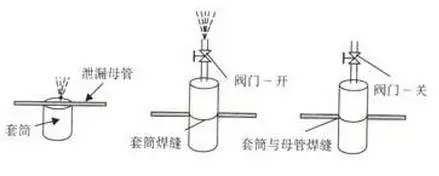
与纵剖套筒不同之处,是将筒体中部开孔后沿径向剖开,在筒体封头上安装阀门。
套筒堵漏法适用于*108 mm以下各类管道的点状、裂纹泄漏,焊接时电弧不加热泄漏区域,操作性好,适应性强。
2带压补漏工作安全可靠性分析
造成高压汽水管道泄漏的原因是多种多样的,如管材制造质量,焊口焊接质量,管道磨损减薄,管道受力过大引起焊口开裂等。管道泄漏后,高压介质从泄漏点处喷出,会使泄漏点处金属快速磨损减薄。在采用焊接方法补漏时,高温电弧的再次加热有可能使减薄的管壁熔化而被高速气流吹走进而造成泄漏点尺寸扩大。另外,如出现因管道受力过大、焊接质量差造成的焊口裂纹,此时管道本身有很大的应力,补漏过程中如出现剧烈振动,在外力作用下甚至会引起管道突然断裂,造成重大人身和设备事故。
山西带压堵漏哪家好因此,在对高压汽水管道补漏时,如管道刚度较低,则不能采用铆焊法补漏;泄漏点处局部磨损减薄较严重,则不能采用螺栓法补漏。综合考虑,套筒堵漏法对管道稳定性影响最小,焊接电弧不直接加热泄漏点,可操作性强,安全可靠性较高,具有一定的应用优势。
注意事项:
1、焊接管材、板材的材料与原有管道的材料相匹配,焊接材料与原有管材相对应。
2、在焊接堵漏时,考虑到泄漏介质在焊接过程中对焊条的敏感作用,打底焊条可采用易操作、焊接性能较好的材料,而中间层及盖面焊条则必须按规范要求选用。
3、在直接焊接过程中,可加大焊接电流,使得电弧喷和作用大于介质泄漏压力,再辅之以挤压,逐层焊接收口,以达到消除泄漏。
4、在处理管道泄漏之前,要事先进行测厚,掌握泄漏点附近管壁的厚度,以确保作业过程中的安全。
5、在高中压管道堵漏焊接时,应采用小电流,而且电流的方向应偏向新增短管的加强板,避免在泄漏管的管壁产生过大的熔深。